1
Welche Filamente sind kompatibel?
Filasophia kann mit Materialien wie ABS, ASA, CPE, HDPE, HIPS, Nylon, PC, PET, PETG, PLA, PP, PVC, PVDF sowie glas- und kohlefaserverstärkten Materialien verwendet werden.
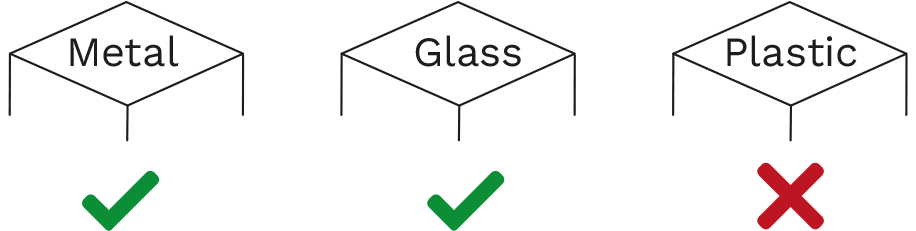
Filasophia-Produkte sind für Glas- und Metalldruckplatten optimiert. Sie können Druckplatten aus Kunststoff beschädigen. Für beste Ergebnisse verwenden Sie Filasophia-Druckplatten. Kontaktieren Sie uns für Sondergrößen.
ABS
ASA
CPE
HDPE
HIPS
PA6
PC
PET
PETG
PLA
PP
PVC
PVDF
TPE
TPU
–GF
–CF